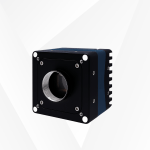
Industrial Monochrome Camera
A monochrome, or black-and-white, camera is designed to capture images without color information, making it highly effective in industrial and scientific applications. Unlike color cameras, which divide incoming light into multiple channels, monochrome cameras use the full sensor for brightness detection. This results in greater light sensitivity, sharper images, and reduced data volume, which significantly improves the speed and efficiency of image processing.
By pairing monochrome cameras with the right lighting wavelengths and lens filters, specific product characteristics can be emphasized, creating high-contrast, high-resolution images. This makes them ideal for tasks such as inspection, measurement, and machine vision, where precision and detail are critical. Their ability to deliver consistent performance in controlled environments has established monochrome cameras as a reliable choice for industrial imaging.
MTBF, Warranty & Product Life Cycle
Daheng Imaging produce yearly more than 1,00,000 industrial cameras according to the highest quality standards. The mean time between failure (MTBF) is more than 400.000 hours (45 years, 24/7). The industrial cameras are certified by TÜV Rheinland and have a 3 year warranty. After market introduction, every camera model is at least available for 7 years. Most cameras have even a much longer product life cycle.

 USB3 Camera
USB3 Camera GigE Camera
GigE Camera CoaXPress camera
CoaXPress camera Right Angled Camera
Right Angled Camera SWIR Camera
SWIR Camera UV Camera
UV Camera C-Mount Lens
C-Mount Lens Lens Adapters
Lens Adapters Lens Filters
Lens Filters M12 Lens
M12 Lens M42 Lens
M42 Lens M72 Lens
M72 Lens Cables
Cables Framegrabbers
Framegrabbers Mounting plates
Mounting plates Back Light
Back Light Bar Light
Bar Light Co-axial Light
Co-axial Light Dome Light
Dome Light Linescan Light
Linescan Light Low Angle Ring Light
Low Angle Ring Light")
 (1)")